磁力吊具厂家河北东圣吊索具笔者在前文《2018年中国永磁起重器行业市场态势白皮书》中曾经论及目前永磁起重器标准产品吨位普遍较小,而且安全系数较低,远不能达到欧美发达永磁起重器标准中对安全性暨安全系数的规定。其原因,主要是中国现有永磁起重器应用技术较为落后,具体表现为两大原因:首先,永磁起重器的传动结构制约了其安全性,进而影响了永磁吸盘生产厂家对永磁起重器安全系数的标定。其次,永磁起重器的同步性较差,现有技术而言,很难实现负载均等前提下的多台联吊同步作业,这制约了永磁起重器普适性的提高。
由此可见,站在用户的立场上考虑,这样的永磁起重器由于性价比较低,故而无法更好地满足用户追求更高附加价值的多样化、个性化需求。
现有永磁起重器应用技术而言,为什么会出现这些问题,原因如下:在货运现场以及大型机械制造、造船等金属结构行业中,为了满足加工的需要,经常需要对所用的钢板在各工序间转运。为了实现这种转运,人们选择了一些单台永磁起重设备,有时也对单台永磁起重设备进行联用。
现有永磁起重器采用多轴系齿轮或链条传动结构,利用上述多轴系齿轮或链条传动驱动磁系轴旋转,使得磁系处于有磁或无磁状态,完成吸料或放料的动作。目前常用的永磁起重器为链传动式永磁起重器和齿轮传动式永磁起重器。链传动式永磁起重器是利用链与链轮轮齿的哨合来传递动力和机械传动;在链传动式永磁起重器中,力和机械传动由主动链轮逐级向下传递到各个从动链轮,从动链轮带动磁系轴旋转。由于链传动易磨损,易伸长,传动平稳性差,运转时会产生附加动载荷、振动、冲击和噪声,进而致使后面的磁系轴转角与前面的磁系轴转角不一致,在吊运板材时使得起重器没有完全处于满磁状态,使得吊运时安全系数不高;另外磁系轴转角不一致还可以造成起重器脱磁不彻底,卸料较为困难,有时需要起重工用撬棍撬才能把料卸掉;脱磁不彻底也使起重器底面容易吸附磁性颗粒,影响吸力;对于能成功吸运的,安全系数相对于设计值也降低了许多。
在齿轮传动式永磁起重器中,齿轮传动是啮合传动,是靠主动齿与从动齿相互啮合来传递运动的。齿轮传动比链传动精度有了很大的提高,齿轮传动比链传动运转平稳,但制造同等批量的齿轮比链轮成本增加很多,齿侧间隙虽不是很大,但经过多级传动放大,各磁系轴转角还是有偏差,磁系轴转角一致性虽比链传动有所改善,但还是不彻底,剩磁还有所显现。在齿轮传动式永磁起重器的制造中,制造工艺比较复杂,大大的降低了生产效率;并且在使用齿轮传动式永磁起重器过程中,由于各磁系轴转角之间的偏差,还是对转运过程中的安全留下了极大隐患。
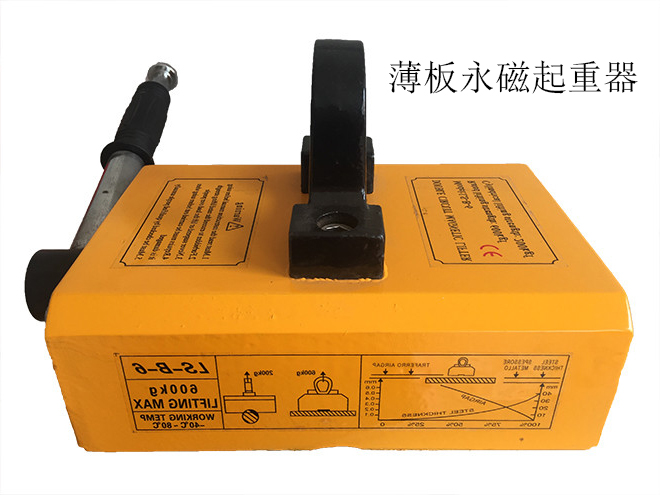
应用现状:在货物现场或钢板等在不同的工序间安全吊运或转运中,对于长度较窄一般在3米以下且厚度较厚的钢板,一般采用单台永磁起重器可以实现吊运,但对于长度大于3米以上且板厚较薄的钢板,单台永磁起重器不能适应吊运作业,这需要采用多台联用永磁起重器来实现长钢板的转运。
存在问题:单台永磁起重器在结构上存在的固有缺陷,会在多台永磁起重器联用时因各个永磁起重器同步因素而被放大。同时,由于决定各个永磁起重器是否同步的关键是吊梁,如果吊梁不能实现均载,那么即便永磁起重器的结构再###在联用时也无济于事。
理论而言,普通联用永磁起重器吊梁的特点是在一根理论为直线的吊梁上吊挂几个相同的永磁起重器,与吊车配合来吸吊一个理论而言保持直线状态的被吊物。在被吸物均为理想直线状态,各吊耳高度一致,所有吊链长度相等的理想状态下,每个永磁起重器的负载量取决于其在被吸物上的分布位置,即工作面与被吸物重心的相对位置。分配得好可以实现每台永磁起重器的均等负载。
现实而言,由于永磁起重器所存在的制造误差及被吸物、吊梁等的变形影响,在实际使用时是无法实现均等负载的;特别是吊链长度、吊耳高度等误差累计起来是很大的,且几乎无法调整,因此在三台或以上永磁起重器联吊时,各永磁起重器的实际负载量存在巨大差异,甚###高达数倍,有的永磁起重器甚###完全未承担负载。在吸吊刚度大的被吸物时,常常只有少数永磁起重器在工作。因此,给多台联用永磁起重器的设计带来了很大难度。为了提高工作的可靠性,不能将按照简单的平均分配的思路来进行设计,而且在设计时,由于必须考虑永磁起重器的吸重比,因而不得不加大单台永磁起重器的额定起重量,这大幅度地增加了制造成本和永磁起重器的自重,终造成永磁起重器价格不菲,然而安全性能和同步性能不佳的低性价比问题。